
Quick Answer
BAPO (Photoinitiator 819) is a Type I photoinitiator. It self-cleaves under UV/visible
light, generating up to 4 radicals per molecule with no co-initiator required. Absorbs
strongly at 370–440 nm. Fully compatible with UV-LED lamps at 395/405 nm.
Best for: deep cure, pigmented systems, 3D printing resins, LED production lines.ITX (2-Isopropylthioxanthone) is a Type II photoinitiator. It cannot initiate
polymerization alone — it requires a tertiary amine co-initiator (EHA or EDB).
Absorbs maximally at 382 nm. Best matched to traditional mercury lamp systems.
Best for: surface cure, screen/offset/flexo inks, mercury lamp lines,
sensitizing phosphine oxide systems.Three-question decision rule:
- Running UV-LED? → BAPO. No debate.
- Mercury lamp, thin ink film, surface cure priority? → ITX + amine, or BAPO + ITX combined.
- Any food-adjacent application? → ITX is off the table. The 2005 European recall
documented 30 million liters of recalled milk. That case has not been reversed.
The Wrong Photoinitiator Doesn’t Just Underperform — It Costs You a Production Run
I’ve been in photoinitiator supply for over seven years. The most expensive call I get isn’t
from someone asking which initiator to buy. It’s from someone who already bought the wrong
one and is now three weeks into a failed formulation, a stopped production line, or a batch
rejection from their coating customer.
The scenario repeats itself with uncomfortable regularity. A procurement manager switches to
ITX because it’s cheaper per kilogram. Their new production line runs a 395 nm UV-LED. Within
weeks, the coating is still tacky after cure. The formulation team spends two weeks
troubleshooting. The root cause is a single sourcing decision made on unit price alone.
Or the reverse: someone runs BAPO at 1% in a 4-micron flexo ink on a high-speed mercury
line. Surface cure fails. Bottom cure is fine. They add more BAPO. The light-screening effect
kicks in and performance gets worse, not better.
BAPO and ITX are not competing products. They solve different problems. Treating them as
substitutes is a formulation error, not a procurement optimization.
This guide gives you the decision framework I use when customers send me their system specs.
By the end, you’ll know which initiator fits your line, what it will actually cost you
including the chemistry you didn’t price in, and when running both together is the smarter
call.
What Are BAPO (819) and ITX? The 30-Second Version
Precision matters here. Let’s define both clearly before comparing them.
BAPO — also called Photoinitiator 819, Irgacure 819, or Omnirad 819 — is
bis(2,4,6-trimethylbenzoyl)-phenylphosphine oxide. Pale yellow powder. A member of the
bisacylphosphine oxide (BAPO) family. Classified as a
Type I (Norrish Type I) photoinitiator.
CAS: 162881-26-7. Molecular weight: 418.45 g/mol.
ITX — 2-Isopropylthioxanthone — is a thioxanthone derivative and a
Type II photoinitiator.
Also pale yellow crystalline powder. CAS: 5495-84-1. Molecular weight: 262.35 g/mol.
| Property | BAPO (819) | ITX |
|---|---|---|
| Chemical name | Bis(2,4,6-trimethylbenzoyl)-phenylphosphine oxide | 2-Isopropylthioxanthone |
| CAS No. | 162881-26-7 | 5495-84-1 |
| Molecular weight | 418.45 g/mol | 262.35 g/mol |
| Initiator class | Bisacylphosphine oxide (BAPO) | Thioxanthone derivative |
| Initiator type | Type I — direct cleavage | Type II — hydrogen abstraction |
| Physical form | Pale yellow powder | Pale yellow crystalline powder |
| Co-initiator required | No | Yes (tertiary amine) |
| Absorption peaks | 295 nm, 370 nm (tail to ~440 nm) | 258 nm, 382 nm |
| Photobleaching | Yes — color destroyed on cure | No |
| Commercial purity | ≥99% | ≥98.5% |
The mechanism difference is the entire story. Everything downstream — lamp compatibility,
cure depth, cost structure, regulatory exposure — follows from this one distinction.
How They Actually Work — And Why the Mechanism Changes Everything
BAPO cleaves directly. A photon hits the molecule. The C–P bond breaks. This generates
two trimethylbenzoyl radicals and one phenylphosphinoyl radical — producing up to
4 active radicals per molecule, all capable
of initiating polymerization. No additional chemistry. No co-initiator. The process is
immediate, efficient, and self-contained.
ITX cannot do this alone. UV light excites ITX to a triplet excited state. From there,
it must abstract a hydrogen atom from a co-initiator — almost always a tertiary amine like
ethyl 4-dimethylaminobenzoate (EDB) or 2-ethylhexyl 4-dimethylaminobenzoate (EHA). The
amine donates the hydrogen, the initiating radical forms, and then polymerization begins.
Remove the amine and ITX generates essentially nothing useful.
This is not a minor footnote. It means ITX always arrives with a formulation cost partner.
Every kilogram of ITX you buy requires 2–4% amine synergist alongside it. That amine costs
money, adds complexity, and in some coating applications introduces odor.
I’ve seen formulators overlook this repeatedly. They compare ITX at $10/kg against BAPO at
$20/kg, decide ITX is cheaper, then wonder why their formulation cost didn’t drop. The amine
is the reason. We’ll quantify this properly in the TCO section.
The Oxygen Inhibition Problem — And Which One Suffers More
Both initiators experience oxygen inhibition. Atmospheric oxygen quenches surface radicals
before they propagate — resulting in tacky, under-cured film surfaces.
The severity differs significantly by film thickness.
In thin films under 12 microns, BAPO’s oxygen sensitivity is pronounced.
Cure speed can drop approximately 50% when moving from 24-micron to thinner films.
ITX with its amine co-initiator partially compensates — the amine scavenges oxygen radicals
and boosts surface initiation. This is one of the few technical scenarios where ITX holds
a genuine functional advantage over BAPO alone.
For thick films, the advantage reverses completely. BAPO wins. Cleanly and consistently.
The practical takeaway: film thickness is your first filter. Before lamp type, before
application, before price — ask yourself what your wet film thickness is. That number drives
more of this decision than anything else.
Absorption Spectrum and Light Source Compatibility
This is where most procurement decisions in 2025 get made — and where the most expensive
mistakes happen.
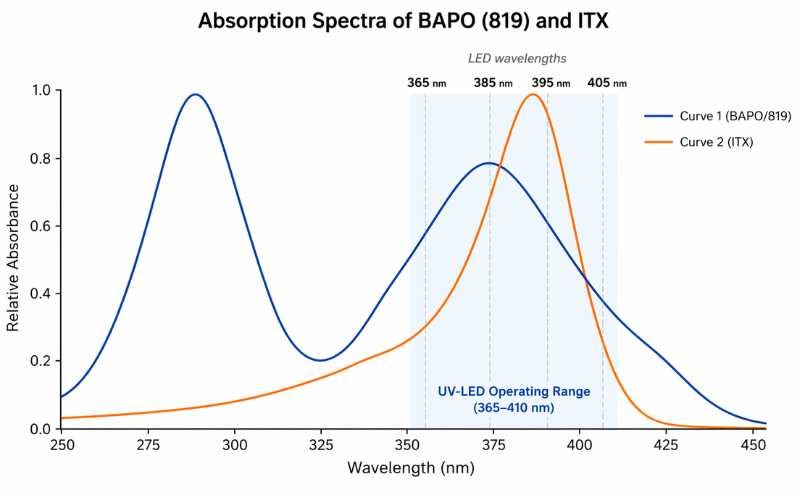
BAPO absorbs from 295 nm through 370 nm, with a meaningful tail extending past 430 nm. That
tail is the key. It matches directly to modern
UV-LED lamp emission at 365 nm, 385 nm, 395 nm, and 405 nm.
The global shift toward UV-LED curing — driven by energy cost, lamp lifetime, and heat
reduction — handed BAPO a structural advantage that is not going away.
ITX absorbs maximally at 382 nm, well-matched to traditional medium-pressure mercury lamps.
Under LED sources at 395–405 nm,
ITX shows very little useful initiation.
That sentence should end the LED evaluation for most buyers right there.
Yes, ITX has measurable absorbance at 405 nm at low concentrations — higher than BAPO per
unit mass, in fact. But that absorption does not translate to useful polymerization initiation
without an amine system that itself underperforms under LED conditions compared to direct
Type I cleavage. The net cure output under LED is not comparable.
I have had customers on 395 nm LED lines attempt to run ITX-based formulations. Every single
one came back within four weeks. Surface tack, incomplete cure, failed adhesion tests. The
lamp-initiator mismatch is not a formulation problem you can tweak around.
| Light Source | BAPO (819) | ITX |
|---|---|---|
| Mercury lamp (medium pressure) | ✓ Excellent | ✓ Excellent (with amine) |
| 365 nm UV-LED | ✓ Good | ⚠ Limited |
| 385 nm UV-LED | ✓ Good | ⚠ Limited |
| 395 nm UV-LED | ✓ Excellent | ✗ Poor |
| 405 nm UV-LED | ✓ Excellent | ✗ Poor |
| Visible light (>430 nm) | ⚠ Marginal tail | ✗ None |
If your line runs UV-LED and you are evaluating ITX, stop. The lamp compatibility gap is not
a matter of dosage adjustment. It is a fundamental spectral mismatch.
Cure Depth vs Surface Cure — The Trade-Off That Defines Your Selection
This is the trade-off most formulators discover through failed batches rather than upfront
evaluation. Let me save you the batches.
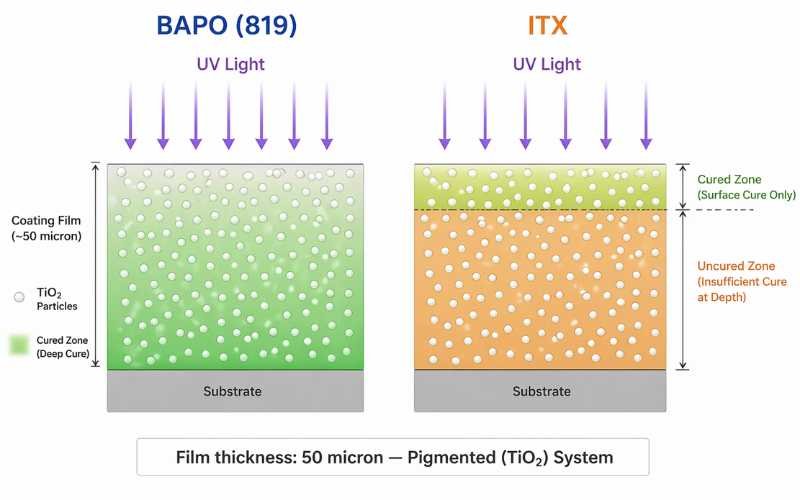
BAPO’s long-wavelength absorption penetrates deeper into the coating before being
consumed. In pigmented systems — white inks with TiO₂, black inks with carbon black, dark
industrial coatings — short-wavelength UV is absorbed or scattered at the surface. BAPO’s
tail absorption at 400–440 nm gets through. This is why adding 1.5% BAPO to a black coating
formulation can be the difference between adhesion failure and a 100-grid pass result, as
long-wavelength deep cure photoinitiators like 819 demonstrate in coloured systems.
ITX, by contrast, has higher surface absorbance at its peak wavelength. It consumes
available UV energy quickly near the film surface. This makes it better at surface cure but
fundamentally limited at depth. For thin ink films in high-speed printing, where locking the
surface in milliseconds matters more than through-cure, this behavior is useful.
In a 405 nm LED depth-of-cure study,
Omnirad 819 delivered tack-free surface results at 1% loading while achieving solid depth
of cure — outperforming TPO-L and Genopol TX-2 in the same controlled test series. Genocure
ITX achieved comparable surface tack-free results but showed inferior depth of cure values
at equivalent loading.
| Film Thickness | Primary Recommendation | Secondary | Notes |
|---|---|---|---|
| <6 microns (thin ink) | ITX + amine, or 184/1173 | — | BAPO has severe O₂ inhibition |
| 6–25 microns | BAPO (0.5–1.0%) | + 1173 for surface | Standard coating range |
| 25–100 microns | BAPO (1.0–2.0%) | + 1173 or 184 | Deep cure anchor |
| >100 microns (thick coat) | BAPO (2.0–3.0%) | + 651 for composite | No Type II alternative |
| 3D printing layers (DLP/LCD) | BAPO (0.5–1.5%) | — | LED-optimized, see H3 below |
BAPO vs ITX: Full Head-to-Head Decision Matrix
| Parameter | BAPO (819) | ITX |
|---|---|---|
| Initiator mechanism | Type I — direct cleavage | Type II — hydrogen abstraction |
| UV-LED compatibility (395/405 nm) | ✓ Excellent | ✗ Poor |
| Mercury lamp performance | ✓ Good | ✓ Excellent |
| Depth of cure | ✓ Best-in-class | ✗ Surface only |
| Surface cure (thin film) | ⚠ Add synergist | ✓ Good (with amine) |
| Photobleaching | ✓ Yes — no color in final film | ✗ No |
| Yellowing risk | Low | Moderate–High |
| Amine co-initiator required | No | Yes |
| Pigmented system performance | ✓ Excellent | ✗ Limited |
| 3D printing (DLP/LCD/SLA) | ✓ Optimized | ✗ Not suitable |
| Screen / offset / flexo ink | ✓ Yes | ✓ Yes (non-food) |
| Food contact compliance | Lower risk (verify) | ✗ Migration risk documented |
| REACH registered | Yes | Yes |
| Dosage range (% w/w) | 0.5–3.0% | 0.25–2.0% |
| Typical ex-China bulk price | $15–25/kg | $8–18/kg |
| True formulation cost | Lower (standalone) | Higher (amine adds 15–25%) |
Yellowing, Safety, and the ITX Food Packaging Incident You Need to Know
Let me be direct about this. It comes up in every conversation I have with European buyers,
Middle Eastern distributors, and any customer whose end product touches consumer packaging.
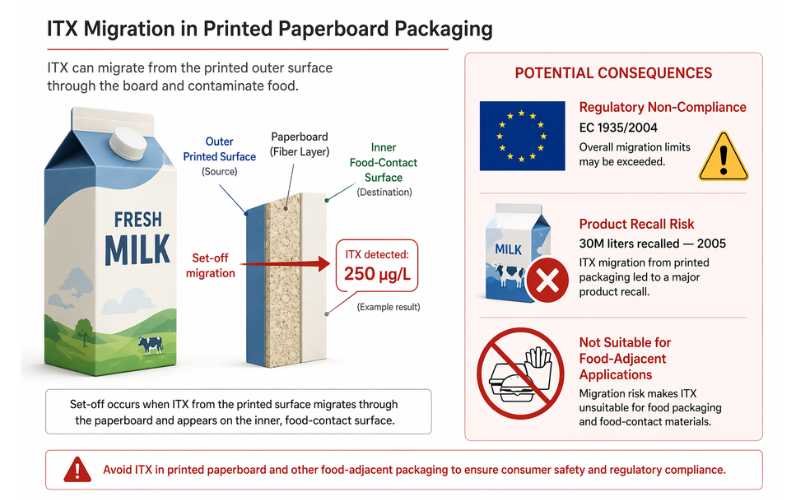
In September 2005, Italy filed
RASFF notification 2005.631
— ITX had migrated from UV-cured offset ink on the outside of cartons into packaged infant
formula at a concentration of 250 μg/L. The migration mechanism was set-off transfer: ITX
from the printed outer surface moved through the paperboard during stacking and storage and
reached the food-contact inner surface.
Over 30 million liters of milk were recalled across Europe.
France, Spain, Portugal, and Italy all issued market withdrawals. The European Food Safety
Authority published its first press release within days. EU Framework Regulation
EC No. 1935/2004
on food contact materials subsequently tightened across the board.
This is not ancient history. I still have distributors and brand owners in Germany, the
UAE, and India explicitly requiring written confirmation that ITX is absent from any ink
formulation entering their packaging supply chain. The reputational risk — not just the
regulatory risk — of ITX appearing in food-adjacent applications is real and ongoing.
Beyond food contact, ITX carries a moderate yellowing risk in non-irradiated and irradiated
systems. In clear coatings or white ink formulations where optical cleanliness matters, ITX
contribution to the b* color value is measurable. This is not always disqualifying — in dark
ink systems it’s irrelevant — but in premium packaging, wood clear coats, or OCA applications
it eliminates ITX from consideration.
BAPO’s photobleaching works in exactly the opposite direction. The chromophore
responsible for BAPO’s pale yellow color is destroyed during UV curing. The final coating
appears optically clear. This makes BAPO the natural and often only viable choice for white
inks, optically clear coatings, and transparent adhesives.
When to Use BAPO (819) — Application Decision Matrix
Use BAPO as your primary initiator when any of the following apply:
- Your production line runs UV-LED (365/385/395/405 nm). There is no competitive
Type II alternative for LED systems. This is a binary technical conclusion, not a
preference. - You’re curing films thicker than 25 microns. BAPO’s long-wavelength penetration
reaches the substrate interface. ITX never will. - Your formulation contains TiO₂, carbon black, or heavy pigment loads. Short
wavelengths are blocked before they reach depth. BAPO’s tail absorption at 400–440 nm
is what gets through those pigment barriers. - You’re formulating for optical clarity or white finishes. Photobleaching eliminates
the initiator’s color contribution. ITX cannot do this. - Your end use is food-adjacent in any way. BAPO has significantly lower documented
migration risk, though you should still verify with your supplier for the specific
application.
BAPO in 3D Printing Resins — What DLP and SLA Formulators Need to Know
This deserves its own section because 3D printing resin developers have a distinct set of
concerns that general UV coating guidance doesn’t address.
BAPO (819) is the reference-standard photoinitiator for DLP (digital light processing),
LCD-based, and SLA (stereolithography) 3D printing systems. Here is why it dominates this
application:
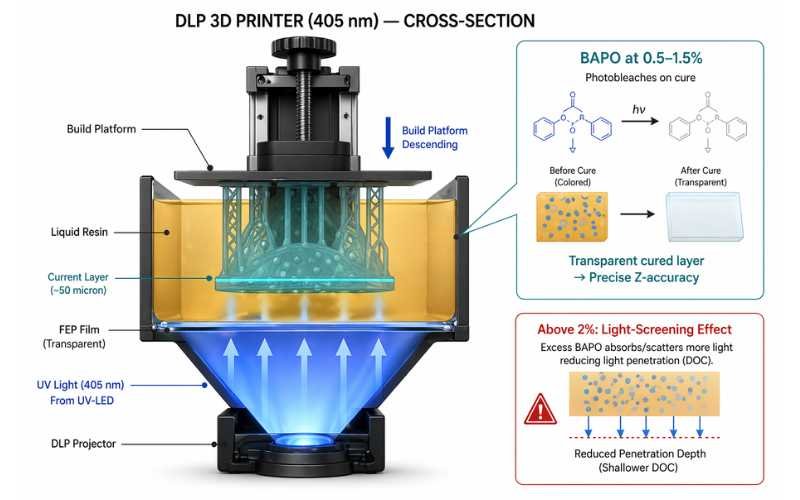
LED wavelength match. Consumer and industrial DLP/LCD printers operate at 385 nm or
405 nm. BAPO’s absorption tail at these wavelengths provides efficient initiation. ITX does
not absorb usefully at these wavelengths and cannot generate the radical density needed for
layer-by-layer cure.
Photobleaching is not cosmetic — it’s functional. In 3D printing, photobleaching
controls Z-accuracy. When BAPO bleaches during cure, the cured layer becomes transparent to
subsequent exposures. This allows each new layer to cure without the initiator remnant
absorbing the next dose. ITX does not photobleach, meaning initiator accumulation distorts
cure depth over successive layers.
The resolution vs. cure depth trade-off. Higher BAPO concentrations increase cure depth
but reduce XY resolution by scattering light laterally. Lower concentrations improve
resolution but risk undercure, particularly in overhangs and fine features. The practical
working range for most DLP resins is 0.5–1.5% BAPO by weight.
What to watch for at higher concentrations: Above 2% BAPO in a 3D printing resin, the
light-screening effect kicks in. The initiator absorbs so much of the incident light at the
surface that depth penetration actually decreases. This counterintuitive result —
documented in controlled DLP testing
— means more is not better past this threshold. At UVIXE,
we recommend starting at 0.8% and titrating in 0.2% increments while monitoring both DOC
and print resolution before scaling production.
Dosage matrix for BAPO:
| Application | Dosage (% w/w) | Synergist | Notes |
|---|---|---|---|
| Clear coats, UV-LED line | 0.5–1.0% | 1173 for surface | Surface + depth balance |
| White / pigmented coatings | 1.0–2.0% | 184 optional | Scale with TiO₂ loading |
| 3D printing resin (DLP/LCD) | 0.5–1.5% | None typically | Monitor resolution trade-off |
| Thick composites, gel coat | 2.0–3.0% | + 651 | Standard FRP approach |
| Screen ink (dark shades) | 1.5–2.5% | 1173 for surface | Essential for black/deep blue |
| OCA / optical adhesives | 0.5–1.0% | None | Photobleaching critical |
| Potting / encapsulation | 1.5–3.0% | None | Full through-cure required |
When to Use ITX — Where It Still Wins
ITX is not obsolete. It’s misapplied. That’s a different problem.
Its legitimate territory is well-defined, and within it, ITX earns its place:
Traditional mercury lamp production lines. If you’re not upgrading to LED and your
throughput economics work on mercury, ITX is well-matched. The spectral output of a
medium-pressure mercury lamp covers ITX’s 382 nm peak cleanly.
High-speed offset, flexo, and lithographic inks on non-food substrates. I’ve supplied
ITX to printing ink manufacturers in Southeast Asia and the Middle East running
commercial-scale lines at 60–100 m/min. At these speeds, with mercury lamp arrays, ITX
with EHA delivers the surface-lock speed these processes need.
Screen printing inks for electronics and industrial substrates. Wood coatings. PCB
solder masks. Photoresists. Established applications where ITX’s performance profile is
well-characterized and the regulatory constraints are manageable.
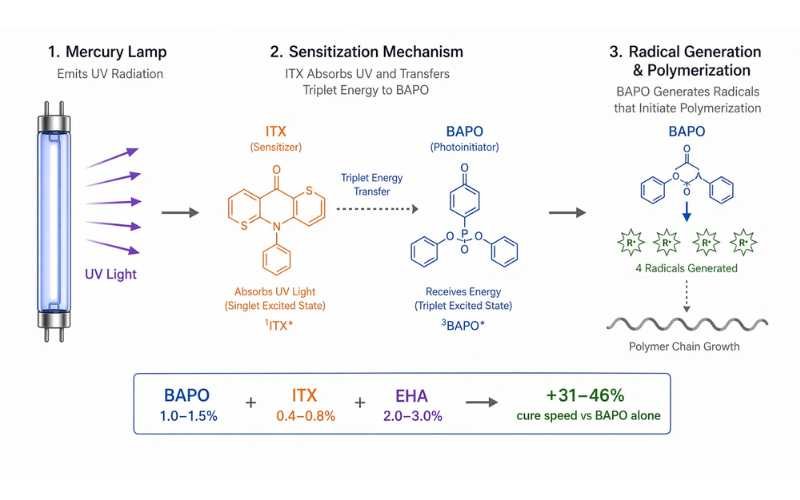
As a sensitizer for phosphine oxide photoinitiators under mercury lamps. This is the
most underused application of ITX in my experience, and arguably the most technically
interesting. Adding 0.4–1.2% ITX to a BAPO or TPO
system under mercury lamps improves cure speed by
31–46% depending on phosphine oxide type.
For high-volume mercury-lamp lines where energy cost per cured unit matters, that efficiency
gain is material.
Dosage matrix for ITX:
| Application | ITX Dosage | Amine (EHA/EDB) | Notes |
|---|---|---|---|
| Offset / lithographic ink | 0.5–1.5% | 2–3% | Mercury standard; non-food only |
| Flexo ink (thin film) | 0.5–1.0% | 2–3% | Surface cure priority |
| Screen printing ink | 1.0–2.0% | 2–4% | Non-food substrates only |
| Wood coating (mercury) | 0.5–1.0% | 2–3% | Combine with 907 or 184 |
| Sensitizer for BAPO / TPO | 0.4–1.2% | Optional | Mercury lamp systems only |
| Electronics / PCB | 0.5–1.5% | 1–2% | Established, verify per spec |
Can You Use BAPO and ITX Together? Yes — With Conditions
In mercury lamp systems, this combination is legitimate and often optimal. Understanding why
it works — and where it fails — determines whether you use it correctly.
The mechanism is triplet energy transfer. ITX absorbs UV energy from the mercury lamp
and transfers its triplet excited state energy to the phosphine oxide photoinitiator (BAPO
or TPO). This accelerates the cleavage reaction in
the phosphine oxide, generating radicals faster than BAPO would under direct irradiation
alone. The net result is faster overall cure at the same initiator loading.
Published RadTech research
quantifies this precisely: adding 0.4% ITX to a TPO system increases cure speed by 31%.
At 1.2% ITX, TPO-L systems improve by 44–46%. BAPO systems benefit similarly.
The working combination for mercury lamp clear varnish:
- BAPO: 1.0–1.5% (deep cure anchor)
- ITX: 0.4–0.8% (surface sensitizer)
- Amine (EHA): 2.0–3.0% (oxygen scavenger + ITX co-initiator)
Three formulation limits you need to respect:
ITX concentration ceiling for yellowing. Above approximately 1.0–1.5% ITX in a clear
or white system, the yellowing contribution becomes visible in b* measurements. In dark or
opaque systems, this doesn’t matter. In clear coats, optical adhesives, or premium packaging
varnishes, it disqualifies the combination. Test at your specific loading before committing
to production.
Amine loading floor for surface cure. Below 2% amine in an ITX-containing system,
surface cure becomes inconsistent. The oxygen scavenging mechanism fails before the film
surface locks. At 0.4% ITX specifically,
surface cure is difficult to achieve without adequate amine support.
Don’t underload the amine to save cost — it collapses the whole mechanism.
BAPO concentration ceiling for light-screening. Above 3% BAPO total in any formulation,
the photoinitiator begins absorbing more light at the surface than it transmits to depth.
Cure speed peaks then declines. If you need more initiation at this loading, adding ITX as
a sensitizer is more effective than increasing BAPO further.
The critical caveat for UV-LED lines: Under LED irradiation at 395–405 nm, ITX’s
contribution to this combination drops dramatically. The energy transfer mechanism depends
on ITX absorbing incident photons at its peak wavelength — which LED doesn’t efficiently
deliver. For LED lines, the combination loses most of its advantage. BAPO alone, with
Photoinitiator 1173 for surface cure support,
is the cleaner and more cost-effective approach.
Total Cost of Ownership — The Number Nobody Prices In
The unit price comparison between BAPO and ITX is the wrong starting point. Let me show you
what the actual cost structure looks like.
ITX at $8–12/kg appears significantly cheaper than BAPO at $15–25/kg. But ITX requires
a tertiary amine co-initiator at 2–4% loading. EHA and EDB typically price at $6–10/kg.
At a 3% amine loading, your formulation cost shifts substantially.
| Cost Component | BAPO System (1% loading) | ITX System (1% ITX + 3% EHA) |
|---|---|---|
| Photoinitiator cost contribution | ~$0.18–0.25/kg formulation | ~$0.08–0.12/kg formulation |
| Amine co-initiator cost | None | ~$0.18–0.30/kg formulation |
| Total PI system cost | ~$0.18–0.25/kg | ~$0.26–0.42/kg |
| Deep cure capability | Yes | No |
| LED lamp compatible | Yes | No |
| Surface tack-free (thin film) | Add 1173 (~$0.03/kg) | Included in amine |
| Adjusted total cost | ~$0.21–0.28/kg | ~$0.26–0.42/kg |
The ITX system costs more per kilogram of formulation when you price in the amine. And it
delivers less — no LED compatibility, no deep cure, higher yellowing risk.
The lamp infrastructure cost multiplies this further. A mercury lamp replacement cycle
runs every 1,000–2,000 operating hours. UV-LED lamp lifetime is 20,000–50,000 hours. A
production line running 2,000 hours per year replaces mercury lamps annually. LED lamps
run a decade. The initiator choice that locks you into mercury lamp infrastructure — ITX —
carries an indirect capital cost that is orders of magnitude larger than the per-kilogram
price difference between the two photoinitiators.
I am not telling you to immediately replace your mercury lamps. That’s a capital decision
with its own timeline. But when you are specifying a new formulation or evaluating a new
production line, choosing BAPO preserves your option to transition to LED without
reformulating. Choosing ITX as your primary initiator closes that door.
Your Three-Question Buying Decision
Before you request a quote, answer these three questions. The selection is mechanical once
you have the answers.
Question 1: What lamp does your production line run?
- UV-LED (any wavelength) → BAPO
- Mercury lamp → Continue to Question 2
Question 2: What is your wet film thickness?
- Below 10 microns, surface cure priority → ITX + amine, or BAPO + ITX combination
- Above 10 microns, or pigmented system → BAPO as primary
Question 3: Does your end product touch or come near food contact surfaces?
- Yes, or unknown → BAPO only. Do not use ITX.
- No → Either is technically viable for the right lamp/thickness combination
If you answered LED to Question 1, stop. BAPO. Nothing else needs evaluation.
Regulatory and Compliance Snapshot
Both BAPO and ITX are REACH registered, but their downstream
compliance profiles differ considerably by application and region.
| Compliance Area | BAPO (819) | ITX |
|---|---|---|
| REACH (EU) | Registered | Registered |
| Food contact (EU 1935/2004) | Verify per application | ✗ Migration risk documented |
| Food packaging inks | Verify with supplier | ✗ Not recommended |
| RoHS | Not in scope | Not in scope |
| US FDA 21 CFR | Verify per end use | Verify per end use |
| TSCA (US active inventory) | Yes | Yes |
| California Prop 65 | Not listed | Not listed |
| Electronics / PCB | Standard use | Standard use (verify SDS) |
What to request from your supplier — minimum documentation checklist:
- Certificate of Analysis (CoA) — batch-specific, HPLC purity ≥98.5% confirmed
- Safety Data Sheet (SDS) — GHS-compliant, English version
- Technical Data Sheet (TDS) — with lamp compatibility, dosage range, and storage conditions
- REACH registration number
- Heavy metals declaration (ICP-MS, ≤10 ppm)
- Residual solvents data (GC, ≤500 ppm) for electronics-grade applications
- HS code and packing declaration for customs clearance
A supplier who cannot provide all of the above as standard documentation is a supplier
whose quality system you cannot verify. At UVIXE, full documentation
ships with every order as a baseline. We do not treat it as a premium add-on.
One quality detail worth mentioning: we run HPLC purity verification per production batch,
not per production run. For commodity photoinitiators sourced from China, this distinction
matters. Batch-level CoAs catch lot-to-lot variation that run-level certificates miss —
and lot-to-lot variation in purity is the most common source of inconsistent cure
performance that formulators misdiagnose as a formulation problem.
The Decision Is Simpler Than It Looks
Seven years of conversations about BAPO and ITX compress into a short set of conclusions.
LED production lines → BAPO. This is not close. The spectral mismatch between ITX and
LED sources makes ITX non-functional as a primary initiator in these systems. Any cost
advantage on the per-kilogram price disappears when you account for the amine you still
need and the cure performance you still don’t get.
Mercury lines with thick film or pigmented systems → BAPO. Deep cure is not negotiable
in these applications. ITX cannot deliver it.
Mercury lines with thin film inks, non-food, surface cure priority → ITX + amine, or
BAPO + ITX combination. ITX earns its place here. It’s the right tool for the job it
was designed for.
Any food-adjacent application → BAPO only. The 2005 ITX recall is documented, the
regulatory response is permanent, and the brand risk is not worth the cost differential.
Transitioning from mercury to LED in the next 2–3 years → formulate with BAPO now.
Reformulating a product line for LED migration takes time and lab resources. Starting on
BAPO today means your formulation is LED-ready when your capital budget approves the lamp
upgrade.
The two photoinitiators are not competitors. They have different jobs. The mistake is
pretending the decision is about price when it’s actually about chemistry, lamp
infrastructure, and regulatory exposure — all of which dwarf the per-kilogram difference
that usually starts this conversation.
Get the Right Grade for Your Line
At UVIXE, we supply
Photoinitiator 819 (BAPO) and
Photoinitiator ITX to UV coating manufacturers,
ink formulators, 3D printing resin developers, and chemical distributors across Europe,
the Middle East, India, and Southeast Asia.
Supply specifications:
- Purity: ≥99% BAPO / ≥98.5% ITX (HPLC-verified, batch CoA standard)
- Heavy metals: ≤10 ppm (ICP-MS)
- Residual solvents: ≤500 ppm (GC)
- MOQ: 25 kg (samples available on request)
- Lead time: 7–14 business days ex-China
- Packaging: 20 kg cartons / 25 kg drums / IBC on request
- Shipping: Sea (FCL/LCL), air freight — DDP / DAP / FOB / CIF available
- Documents: SDS, TDS, CoA, REACH registration, heavy metals declaration — included
If you’re evaluating BAPO vs ITX for a specific formulation, send us your system specs —
resin type, film thickness, lamp setup, substrate, and target performance criteria. We’ll
give you a formulation recommendation before you place an order, not after.