Quick Answer: TPO (CAS 75980-60-8) delivers faster cure speed and higher initiation efficiency. TPO-L (CAS 84434-11-7) is a liquid with lower toxicity, reduced yellowing, and zero EU regulatory restrictions. For most UV coating, ink, and adhesive factories shipping to Europe, TPO-L is the safer long-term procurement choice — but you’ll need 1.5–2x higher loading to match TPO’s reactivity. The right pick depends on your application, your end market, and your tolerance for regulatory risk.
- Faster curing: TPO wins
- Lower yellowing: TPO-L wins
- Easier handling (liquid): TPO-L wins
- EU regulatory compliance: TPO-L wins
- Raw material cost per kg: TPO is cheaper — but the gap narrows at formulation level
Why This Decision Matters More in 2026 Than It Did Two Years Ago
You probably landed here because your European customer just asked for a TPO-free formulation. Or because your procurement team flagged TPO’s new SVHC status. Maybe your R&D lab is testing TPO-L for the first time and the cure results look… underwhelming.
I’ve seen all three scenarios play out across our customer base at UVIXE over the past 18 months. Here’s what I’ve learned: switching from TPO to TPO-L is not a simple 1:1 substitution. The molecules share a phosphine oxide backbone, but they behave differently on the production line. Factories that rush the switch without adjusting dosage, synergists, and UV source parameters end up with undercured films, slower line speeds, and frustrated operators.
This is not theoretical. I watched it happen at a flexo ink plant in Gujarat last year. Three days of downtime, one rejected shipment to Germany, and a procurement director who swore he’d never switch again — until we helped him redesign the formulation properly.
This guide breaks down exactly where each molecule wins, where it falls short, and how to make the transition without losing productivity. Every data point here comes from real formulation work — not from a textbook.
What Exactly Are TPO and TPO-L? (And Why They’re Not Interchangeable)
Both TPO and TPO-L belong to the acylphosphine oxide family — Type I (Norrish Type I) photoinitiators that undergo unimolecular bond cleavage under UV light to generate two free radicals: a trimethylbenzoyl radical and a phosphoryl radical. Both radicals can initiate polymerization. That shared mechanism is why people assume they’re interchangeable.
They’re not.
The critical structural difference: TPO carries two phenyl groups on the phosphorus atom. TPO-L replaces one phenyl group with an ethoxy group. That single substitution changes everything — physical form, reactivity, toxicity profile, and regulatory classification.
TPO is a solid powder. TPO-L is a liquid. That sounds like a minor detail until you’re running a 3,000-liter mixing tank and dealing with undissolved photoinitiator particles clogging your filter screens. I’ve watched two ink factories lose an entire shift troubleshooting dissolution issues with TPO that would never have happened with TPO-L.
But here’s the trade-off nobody wants to hear: the ethoxy group in TPO-L reduces the molecule’s radical generation efficiency. In practical terms, TPO-L’s initiation efficiency is measurably lower. This is the single most important technical fact in the entire TPO vs TPO-L debate, and most comparison articles bury it or skip it entirely.

TPO vs TPO-L — Head-to-Head Specification Comparison
| Parameter | TPO | TPO-L |
|---|---|---|
| Chemical Name | Diphenyl(2,4,6-trimethylbenzoyl)phosphine oxide | Ethyl(2,4,6-trimethylbenzoyl)phenylphosphinate |
| CAS Number | 75980-60-8 | 84434-11-7 |
| Molecular Formula | C22H21O2P | C18H21O3P |
| Molecular Weight | 348.37 g/mol | 316.33 g/mol |
| Appearance | Light yellow powder/crystal | Clear yellowish liquid |
| Melting Point | 88–94 C | N/A (liquid at room temperature) |
| Density (25 C) | 1.12 g/mL | 1.10–1.14 g/mL |
| Absorption Peaks (in MeOH) | 269, 298, 379, 393 nm | 274, 299, 366–370 nm |
| Effective Absorption Range | 350–420 nm | 300–400 nm |
| Typical Purity | >= 99% | >= 95–98% |
| Recommended Dosage | 0.5–3.0% (pigmented), 0.3–2.0% (clear) | 0.3–5.0% (varies by application) |
| Yellowing | Low | Very low |
| Odor | Low | Very low |
| Volatility | Low | Low |
| Physical Form Advantage | Requires pre-dissolution in monomer | Direct liquid addition — no grinding needed |
| EU CLP Classification | Repr. 1B (H360DF) | Not classified as CMR |
| REACH SVHC Status | On Candidate List; proposed for Authorisation List (Nov 2025) | Not listed |
Source data compiled from manufacturer TDS documents, ECHA substance infocard for TPO, and Arkema SpeedCure TPO-L technical data.
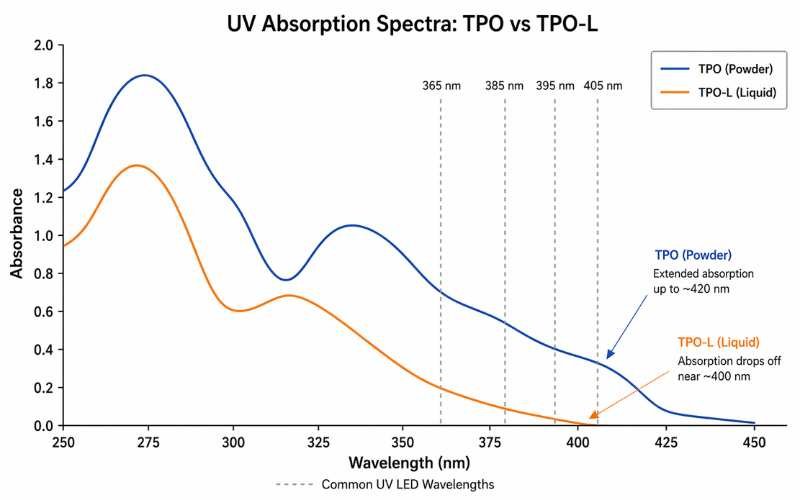
One detail procurement managers miss: TPO absorbs further into the visible range (up to ~420 nm) compared to TPO-L (~400 nm). That matters. If you’re running 395 nm or 405 nm LED curing systems, TPO still has meaningful absorption at those wavelengths. TPO-L’s absorption at 405 nm drops off sharply, which is exactly why some 3D printing resin formulators report weaker cure with TPO-L under 405 nm LED arrays.
How Does Cure Speed Actually Compare?
This is where most articles get vague. Let me be specific.
In a standard acrylate formulation (TMPTA-based test resin), TPO at 1 wt% consistently outperforms TPO-L at 1 wt% by 30–40% in cure speed under both mercury lamp and 395 nm LED sources. To bring TPO-L to parity, you typically need to increase loading to 1.5–2.0 wt%.
Data from RadTech 2014 proceedings on phosphine oxide photoinitiators confirms this relationship. The study also showed that adding ITX (isopropylthioxanthone) as a sensitizer at 0.4 wt% improved TPO-L’s cure speed by approximately 46%, narrowing the gap with TPO significantly. That finding changed how I recommend formulations to customers.
Cure Speed Comparison at Different Loadings (Mercury Lamp, Acrylate System)
| Photoinitiator | Loading (wt%) | Passes to Full Cure (50 um film) | Relative Speed |
|---|---|---|---|
| TPO | 1.0 | 2 | Baseline |
| TPO | 2.0 | 1 | 2x faster |
| TPO-L | 1.0 | 3–4 | ~40% slower |
| TPO-L | 2.0 | 2 | Matches TPO at 1% |
| TPO-L + ITX (0.4%) | 2.0 | 1–2 | Approaches TPO at 2% |
| BAPO (819) | 1.0 | 1–2 | Faster than TPO |
Data based on UVIXE internal lab testing and published literature. Actual results vary by resin system, film thickness, and UV source.
My recommendation to customers: don’t try to match TPO’s performance with TPO-L alone at the same loading. Instead, use TPO-L at 2–3% and pair it with a surface cure co-initiator like Photoinitiator 184 or Photoinitiator 1173. This combination delivers comparable total cure while keeping yellowing low.
Which Photoinitiator Yellows Less?
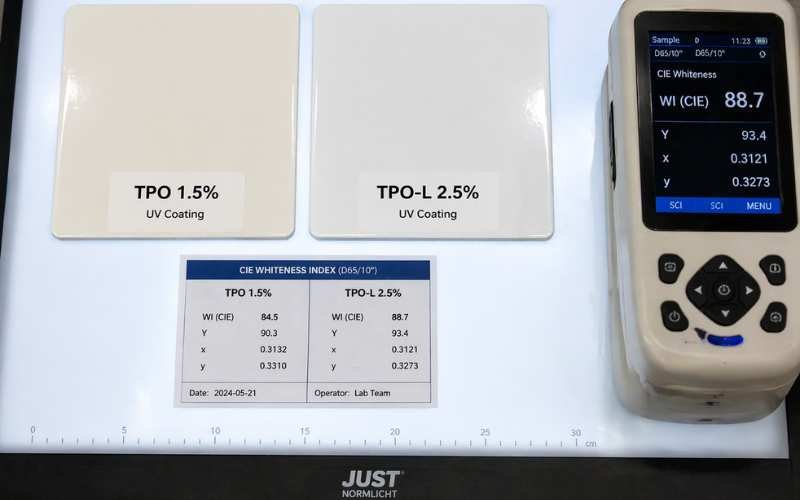
Both TPO and TPO-L are considered “low yellowing” relative to alternatives like BAPO (Photoinitiator 819). But between the two, TPO-L produces measurably higher CIE whiteness values in cured films.
Short answer: if whiteness matters to your customer, TPO-L wins. Period.
This difference becomes critical in three specific applications:
- White UV flexographic inks — where end customers evaluate print quality by whiteness and brightness on packaging
- White pigmented wood coatings — where furniture manufacturers require color consistency across production batches
- Clear overprint varnishes — where any yellowing degrades perceived print quality on high-value labels
In our internal testing on a standard white flexo ink formulation (40% TiO2 loading), TPO-L at 2.5% delivered a CIE whiteness index approximately 4–6 points higher than TPO at 1.5% under identical cure conditions. That’s a visible difference — your QC team would catch it instantly.
For applications where color isn’t critical — black or dark inks, structural adhesives, dark-colored coatings — the yellowing difference between TPO and TPO-L is irrelevant. Save your budget and pick based on cure speed and regulatory needs instead.
The Regulatory Picture: Why TPO Is Under Pressure
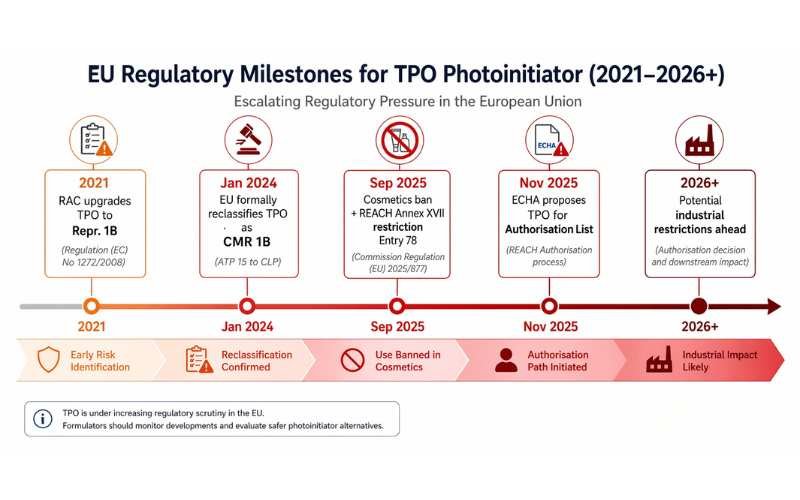
Here’s the timeline that every procurement manager and technical buyer needs on their radar. Read it carefully. The velocity of regulatory action is accelerating.
2021: The EU Risk Assessment Committee (RAC) agreed to upgrade TPO’s classification from Repr. 2 to Repr. 1B under the CLP Regulation (EC 1272/2008) — meaning “presumed human reproductive toxicant” based on animal study evidence.
January 2024: The European Commission formally reclassified TPO as CMR Category 1B reproductive toxicant under Commission Delegated Regulation (EU) 2024/197.
September 2025: Three things happened simultaneously. TPO was banned in all EU cosmetic products under Regulation (EU) 2025/877. TPO was added to REACH Annex XVII restrictions, limiting its supply to the general public above 0.3% concentration as Repr. 1B. And the compliance clock started ticking for industrial users.
November 2025: ECHA published its 12th recommendation for the REACH Authorisation List, proposing to add TPO alongside three other substances. ECHA noted EU consumption of TPO at 1,000–10,000 tonnes annually for industrial applications including inks, coatings, and adhesives.
That matters.
What this means for industrial users (coatings, inks, adhesives):
The cosmetics ban does NOT apply to industrial applications — yet. But the Authorisation List pathway is the EU’s most powerful regulatory tool. If the European Commission adopts ECHA’s recommendation, companies using TPO in the EU would eventually need to apply for individual authorization. That process costs EUR 50,000–200,000 per application, takes 18–24 months, and the outcome is not guaranteed.
TPO-L is not classified as a reproductive toxicant. It is not on the SVHC Candidate List. It faces no current or foreseeable regulatory restrictions under REACH or CLP. This is not a marginal advantage. It’s a fundamental supply chain risk differentiator.
For factories exporting finished UV-cured products to Europe, the compliance obligations are concrete: products containing unreacted TPO above SVHC notification thresholds (0.1% w/w in articles) trigger mandatory disclosure under REACH Article 33 and SCIP database submission. TPO-L avoids this entirely.
Cost Analysis: TPO vs TPO-L Total Cost of Ownership
Procurement teams often compare unit prices and stop there. That’s a mistake. The real cost story has four layers.
Layer 1: Raw Material Price (China FOB Bulk Price, Q1 2026 Estimates)
| Parameter | TPO | TPO-L |
|---|---|---|
| FOB China Price Range | $12–18/kg | $20–30/kg |
| Typical Purity | 99%+ | 95–98% |
| Standard MOQ | 500–1,000 kg | 200–500 kg |
| Packaging | 20 kg/carton (powder) | 20 kg/drum or 200 kg/drum (liquid) |
Prices fluctuate with raw material costs, exchange rates, and order volume. Contact UVIXE for current bulk pricing on both TPO and TPO-L.
Layer 2: Formulation-Level Cost Per Batch
Assume a 1,000 kg batch of UV flexographic ink:
| Cost Factor | TPO (1.5% loading) | TPO-L (3.0% loading) |
|---|---|---|
| Photoinitiator consumed | 15 kg | 30 kg |
| Raw material cost | $225 (at $15/kg) | $750 (at $25/kg) |
| Pre-dissolution labor | 30–45 min (grinding, heating, filtering) | 0 min (direct liquid addition) |
| Powder loss (dust, filter residue) | ~3–5% (~$10) | 0% |
| Batch material subtotal | ~$235 | ~$750 |
Layer 3: Regulatory Compliance Cost (Annual Estimate, EU-Exporting Factory)
This is the layer most people ignore. And it’s growing every quarter.
| Compliance Activity | TPO | TPO-L |
|---|---|---|
| SDS update per reformulation | EUR 500–2,000/revision (external consultant) | EUR 0 (no SVHC-triggered revisions) |
| SCIP database submission | 2–4 hours per SKU per year | Not required |
| Customer SVHC inquiry responses | 5–10 inquiries/month during audit season | Minimal |
| Customer audit preparation | 1–3 days/year for REACH documentation | Standard only |
| Estimated annual compliance overhead | EUR 3,000–15,000 depending on SKU count | Negligible |
Layer 4: Supply Chain Risk Premium
If TPO enters the REACH Authorisation List, European distributors and end-users will begin de-selecting TPO-containing products proactively — even before the sunset date. I’ve already seen two major European coating distributors add TPO to their internal restricted substance lists in Q4 2025, ahead of any legal requirement. That’s lost market access. Not a line item on a spreadsheet. A closed door.
The decision depends on your market exposure. If you’re selling exclusively in markets with no TPO restrictions (domestic China, parts of Southeast Asia, portions of the US market), TPO remains the more cost-effective option today. If your end products reach Europe — or if your customers are multinational brands with their own restricted substance lists — the compliance cost and supply uncertainty of TPO erode the raw material savings faster than most procurement teams realize.
Application Decision Matrix: When to Use TPO vs TPO-L
| Application | Recommended Choice | Why |
|---|---|---|
| White UV flexo ink (export to EU) | TPO-L | Low yellowing + EU compliance |
| Black UV screen ink (domestic market) | TPO | Cost efficiency; yellowing irrelevant |
| Clear UV wood coating (furniture export) | TPO-L | Anti-yellowing critical + REACH safety |
| UV adhesive (electronics assembly) | TPO | Faster cure speed justifies cost |
| SLA/DLP 3D printing resin (industrial prototype) | TPO-L | Lower cytotoxicity, adequate cure at 385 nm |
| UV offset ink (food packaging, low migration) | TPO-L | Low migration risk, low odor |
| Thick film UV coating (>50 um) | TPO or TPO + TPO-L blend | Deep cure efficiency needed |
| White UV automotive topcoat | TPO-L + 184 blend | Color retention + regulatory safety |
| Dental 3D printing resin (SLA) | TPO-L | Superior biocompatibility required |
TPO vs TPO-L in 3D Printing Resins: A Closer Look

This segment deserves special attention because it’s the fastest-growing end market for both photoinitiators — and the decision logic differs from coatings and inks.
Most SLA and DLP printers operate at 385 nm or 405 nm LED wavelengths. At 385 nm, both TPO and TPO-L have workable absorption — TPO-L performs well here. At 405 nm, TPO’s absorption extends further into the visible range, giving it a reactivity edge that TPO-L cannot match without significantly higher loading.
But reactivity isn’t the only variable. Published research in Polymers (MDPI) demonstrated that TPO-L exhibited higher biocompatibility (cell viability ~80%) compared to TPO, along with better color stability in cured resins. For dental restorations, surgical guides, and hearing aid shells — where the printed part contacts human tissue — this biocompatibility gap makes TPO-L the only rational choice.
For industrial prototypes, jewelry casting patterns, and engineering models where biocompatibility is irrelevant, the decision comes down to your printer’s wavelength and your required layer resolution. At 405 nm with thick layer heights (100 um+), you may need TPO or a TPO-L + BAPO blend to achieve full through-cure. At 385 nm with 25–50 um layers, TPO-L at 2–3% handles the job cleanly.
One practical tip from our 3D printing resin customers: if you’re formulating at 405 nm and want to stay TPO-free, try Photoinitiator 819 (BAPO) at 0.5–1.0% blended with TPO-L at 2.0%. BAPO’s absorption extends to ~410 nm and compensates for TPO-L’s dropoff. The trade-off is slightly more yellowing — acceptable for most non-dental applications.
How to Switch from TPO to TPO-L Without Losing Line Speed
I’ve guided over 40 customers through this transition across three continents. Here’s the five-step protocol that works.

Step 1: Increase TPO-L loading to 2–3x your current TPO dosage. Start at 2x and adjust upward if needed. Don’t expect 1:1 substitution. That expectation has killed more reformulation projects than any technical limitation.
Step 2: Add a surface cure co-initiator. TPO-L’s depth cure is solid, but surface cure in the presence of oxygen can lag behind. Add Photoinitiator 184 at 1–2% or Photoinitiator 1173 at 1–3% to compensate. This is not optional — it’s essential for acrylate systems exposed to air during cure.
Step 3: Consider an ITX or DETX sensitizer at 0.2–0.5%. DETX or ITX paired with TPO-L measurably improves cure speed — published data shows up to 46% improvement at 0.4% ITX loading. I’ve confirmed this in our own lab across multiple resin systems. It works.
Step 4: Verify cure under your actual UV source. Mercury lamp users will see less performance gap than LED users. If you’re running 395 nm LEDs, test carefully — TPO-L’s absorption drops faster than TPO above 400 nm. Don’t assume lab results at one wavelength transfer to another.
Step 5: Run a full production trial, not just a lab test. Lab results at 5 m/min don’t predict behavior at 50 m/min on your flexo press. Run at production speed for a minimum of 4 hours before committing to purchase volume. I’ve seen lab-validated formulations fail at line speed because of oxygen inhibition that only shows up in real production conditions.
Need hands-on support? Our application engineers at UVIXE have helped factories across Southeast Asia, the Middle East, India, and Europe navigate this exact transition. We provide free TPO-L samples and dosage optimization guidance tailored to your resin system, UV source, and line speed.
What About BAPO (819) and TMO? How Do They Stack Up?
If you’re evaluating phosphine oxide alternatives beyond TPO-L, here’s a quick positioning table:
| Parameter | TPO-L | BAPO (819) | TMO |
|---|---|---|---|
| CAS Number | 84434-11-7 | 162881-26-7 | 270586-78-2 |
| Initiation Efficiency | Moderate (lower than TPO) | High (higher than TPO) | Similar to TPO |
| Yellowing | Very low | Moderate to high | Low |
| Physical Form | Liquid | Solid powder | Solid powder |
| EU Regulatory Status | Clear — no restrictions | Clear — not classified CMR | Clear — not classified CMR |
| Commercial Availability | Widely available, multiple China manufacturers | Widely available | Limited — few commercial sources |
| FOB China Bulk Price | $20–30/kg | $25–40/kg | $35–60/kg (estimated, limited supply) |
| Best Application Fit | White/clear systems, EU-export, low-yellowing priority | Pigmented thick films, deep cure priority | Future alternative — monitor for 2027+ |
BAPO (Photoinitiator 819) is the most potent initiator in this group. But its yellowing problem is real and disqualifying for white systems. Use it for dark pigmented inks, thick structural adhesives, or blended with TPO-L in 3D printing resins where some yellowing is acceptable.
TMO (CAS 270586-78-2) is structurally similar to TPO with added methyl groups on the phenyl rings that reduce biological toxicity and migration. Early experimental data suggests efficiency comparable to TPO with much lower toxicity. However, TMO remains commercially limited — only a handful of producers offer it at scale, and pricing reflects scarcity. Worth watching for 2027–2028 procurement planning. Not a reliable volume option today.
For most industrial applications right now, TPO-L remains the most commercially proven, regulatory-safe, and supply-chain-stable alternative to TPO.
Frequently Asked Questions
Is TPO-L a direct drop-in replacement for TPO?
No. TPO-L has lower initiation efficiency than TPO. You’ll need to increase loading (typically 1.5–2x) and should add surface cure co-initiators like Photoinitiator 184 or 1173. The physical form difference (liquid vs. solid) also changes your mixing procedure — for the better, in most cases.
What is the recommended dosage for TPO-L in UV flexo ink?
For pigmented systems, start at 2–4% TPO-L combined with 1–2% Photoinitiator 184 for surface cure. For white inks, increase TPO-L to 3–5%. Adjust based on line speed, film thickness, and UV source wavelength.
Is TPO banned for industrial coatings and inks in the EU?
Not yet. The September 2025 ban applies only to cosmetics. However, TPO is on the REACH SVHC Candidate List and ECHA proposed it for the Authorisation List in November 2025. Industrial users should prepare for potential future restrictions. De facto market restrictions — customer RSLs, distributor policies — are already tightening ahead of legal mandates.
Can I use TPO-L in 3D printing resin for dental applications?
Yes. Published research in Polymers (MDPI) shows TPO-L offers superior biocompatibility and color stability compared to TPO and camphorquinone in 3D-printed dental resins. Always verify with your regulatory team for market-specific medical device requirements (FDA 510(k), CE/MDR).
What is the shelf life of TPO-L?
Properly stored (sealed, cool, dark environment below 25 C), TPO-L has a shelf life of at least 24 months. Both TPO and TPO-L are light-sensitive — store away from wavelengths below 500 nm, including sunlight and fluorescent lighting.
How do I combine TPO-L with other photoinitiators for better surface cure?
The most effective combinations we recommend: TPO-L + Photoinitiator 184, TPO-L + Photoinitiator 1173, or TPO-L + benzophenone. For enhanced cure speed, add ITX or DETX as a sensitizer at 0.2–0.5%. These combinations address TPO-L’s relative weakness in surface cure without introducing yellowing.
What MOQ and lead time should I expect when buying TPO-L from a China photoinitiator supplier?
Typical MOQ ranges from 200 kg to 1,000 kg depending on the supplier and purity grade. At UVIXE, we offer 200 kg MOQ for TPO-L with 7–15 day lead time for stock items. Sample quantities (1–5 kg) are available for formulation testing before you commit to bulk volume. We also stock TPO, 819, 184, 1173, ITX, and DETX for combined orders — one shipment, one set of logistics costs.
The Bottom Line for Your Next Order
TPO and TPO-L are not interchangeable, and neither is universally “better.” The right choice is a function of three variables: your application requirements, your target export markets, and your timeline for regulatory compliance.
If you’re formulating dark-colored or pigmented systems for non-EU markets and cure speed is your top priority, TPO remains a rational choice — for now. The raw material cost advantage is real. But the regulatory trajectory is unmistakable. ECHA doesn’t propose substances for the Authorisation List casually. The signal is clear.
If you’re producing white or clear UV-cured products, exporting to Europe, or supplying multinational OEMs with restricted substance policies, TPO-L is the correct long-term procurement decision. The cure speed gap is manageable with proper dosage optimization and synergist selection. The regulatory gap is not manageable — it only widens from here.
Seven years of formulating with both molecules has taught me one thing: the factories that switched early — proactively, with proper testing — are running smoothly today. The ones that waited for regulation to force their hand are scrambling. Reformulating under deadline pressure costs 3–5x more than doing it on your own schedule.
Don’t be the second group.
Get a TPO-L Sample and Formulation Support from UVIXE

We supply both TPO and TPO-L at 95–99%+ purity, with flexible MOQ starting at 200 kg. Our application engineers provide free dosage optimization guidance for your specific resin system, UV source, and production line speed.
- Request a free sample: Contact UVIXE
- Get a bulk quote: Email us with your target purity, annual volume, and destination port
- Technical support: We’ll help you design the TPO-L + co-initiator combination that matches your current TPO performance — free of charge for qualified buyers
We ship to Europe, Middle East, India, Southeast Asia, and South America. Standard lead time: 7–15 days FOB China port. All shipments include COA, SDS, and full REACH compliance documentation.