TPO photoinitiator is a Type I acylphosphine oxide photoinitiator used to start free radical UV curing in acrylate coatings, inks, adhesives, and 3D printing resins. Its chemical name is diphenyl(2,4,6-trimethylbenzoyl)phosphine oxide, and its CAS number is 75980-60-8.
For industrial buyers, TPO is usually selected when a UV system needs:
- Better UV LED response than older initiators such as 1173 alone
- Stronger through-cure in pigmented or thicker films
- Lower yellowing balance than some deep-cure alternatives
- Fast radical generation in acrylate-based UV curing
- Reliable curing in UV coatings, UV inks, UV adhesives, and SLA/DLP resins
TPO is not the best answer for every formula. For very thick, dark, or highly filled systems, photoinitiator 819 / BAPO may give stronger depth cure. For liquid dosing or easier mixing, TPO-L photoinitiator may be a better production choice.
Before buying TPO in bulk, I always check six items: lamp wavelength, pigment load, film thickness, resin chemistry, compliance target, and supplier documentation.
Why TPO Selection Matters More Than Price Per Kg
A failed UV cure does not only waste photoinitiator. It blocks finished goods, slows the line, creates odor complaints, weakens adhesion, and turns a small raw material saving into a production loss.
I have seen buyers approve TPO only by price, then face tacky films, slow LED curing, unstable white ink, or customer requests for REACH/SVHC documents after the shipment is already planned. That is not a purchasing issue alone. It is a full supply-chain risk.
TPO is not just a molecule. For UV factories, it is a curing-risk control point.
This guide is written for procurement managers, technical buyers, R&D buyers, UV resin producers, 3D printing material companies, and chemical distributors. It helps you decide when to use TPO, when to avoid it, which alternative to test, and what documents to request from your supplier.
What Is TPO Photoinitiator?
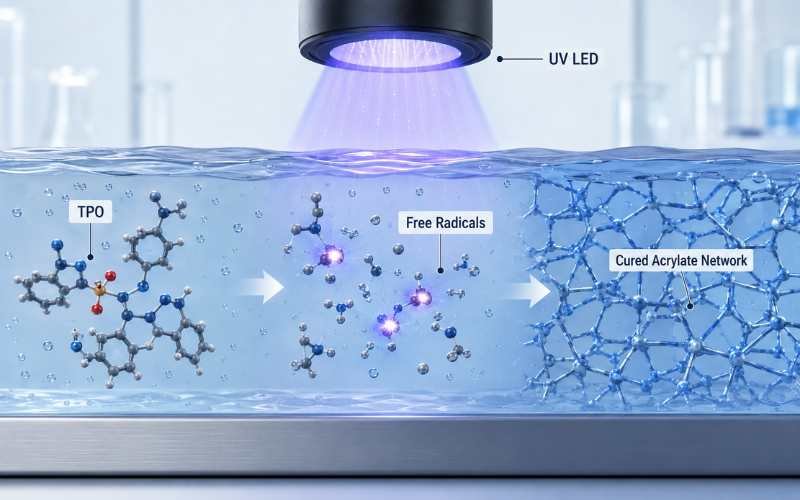
TPO photoinitiator is a solid Type I free radical photoinitiator used in UV-curable acrylate systems. When TPO absorbs UV or near-UV energy, it cleaves and generates radicals. These radicals start polymerization, turning a liquid UV coating, ink, adhesive, or resin into a cured solid.
The technical identity of TPO is listed in the ECHA substance identity database and the PubChem compound record.
In production language:
- UV light reaches the wet film or resin.
- TPO absorbs part of that light.
- TPO breaks into reactive radicals.
- Radicals trigger acrylate polymerization.
- The formulation cures into a coating, ink layer, adhesive bond, or printed resin part.
This is why TPO is widely used in UV LED systems, pigmented UV formulations, and resin systems where through-cure matters.
If you need a basic curing mechanism first, read UVIXE’s guide on what a photoinitiator does.
TPO Photoinitiator Technical Snapshot
| Parameter | Buyer-Relevant Detail |
|---|---|
| Product name | TPO Photoinitiator |
| Full chemical name | Diphenyl(2,4,6-trimethylbenzoyl)phosphine oxide |
| CAS No. | 75980-60-8 |
| EC No. | 278-355-8 |
| Photoinitiator type | Type I free radical photoinitiator |
| Chemical family | Acylphosphine oxide |
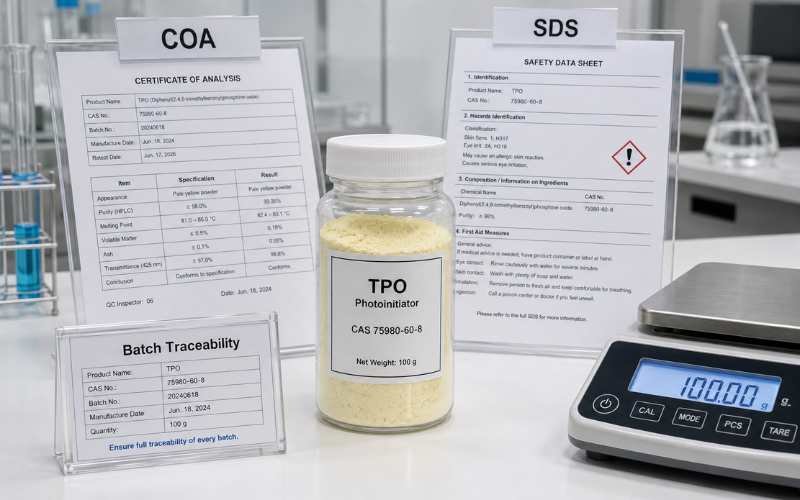
| Appearance | Pale yellow crystalline powder |
| Common chemistry | Acrylate UV curing systems |
| Typical dosage | Often 0.5–5 wt%, depending on formulation |
| Main uses | UV coatings, UV inks, UV adhesives, 3D printing resins |
| Key value | UV LED response, through-cure, low yellowing balance |
| Buyer documents | COA, SDS, TDS, batch number, REACH/SVHC statement when required |
The IGM Omnirad TPO product page describes TPO as a low-yellowing Type I photoinitiator for radical polymerization of acrylates after UV exposure. The Arkema SpeedCure TPO technical page lists absorption maxima at 267, 298, and 380 nm and a typical use range of 0.5–5 wt% in UV and LED curable systems.
For buying, the lesson is simple: do not approve TPO by name only. Confirm CAS number, purity, COA, SDS, TDS, packaging, lead time, and batch traceability.
For commercial supply, you can review UVIXE’s TPO photoinitiator supplier page.
When Should You Use TPO Photoinitiator?
TPO is a strong candidate when your UV system needs LED response, cure depth, and color control at the same time.
| Use TPO When | Why It Helps |
|---|---|
| You use UV LED curing | TPO absorbs better in longer UV ranges than many older initiators |
| You cure pigmented UV coatings or inks | TPO can support through-cure where pigments block light |
| You need low yellowing balance | TPO often gives a better color profile than some deep-cure options |
| You produce white or light-color coatings | TPO can help cure while limiting warm tone shift |
| You formulate SLA/DLP resin | TPO can support violet or near-UV resin curing |
| You need a solid initiator with strong activity | TPO gives high activity in many acrylate systems |
My usual rule is this: if the system is LED-cured, pigmented, and sensitive to yellowing, TPO must enter the test matrix.
When Should You Not Use TPO Photoinitiator?
TPO is useful, but it is not a cure-all.
| Avoid TPO Alone When | Better Direction |
|---|---|
| The film is very thick | Test TPO with 819 / BAPO |
| The system is black or highly filled | Compare TPO and 819 under the real lamp |
| Powder handling causes production issues | Test TPO-L instead |
| The formula needs very strong surface cure | Blend with 184 or another surface-cure initiator |
| The application has strict cosmetic restrictions | Review local rules and alternatives |
| The buyer cannot manage SVHC-related documents | Prepare compliance files before quotation |
This is where many factories lose time. They ask, “Is TPO good?” The better question is, “Is TPO good for this lamp, this pigment, this film thickness, and this market?”
TPO by UV Lamp Wavelength: Buyer Decision Table
The lamp comes before the price.
A good TPO supplier should ask about your curing lamp before recommending dosage. If a supplier does not ask this, you may get a quotation but not a useful answer.

| UV Source | TPO Fit | Buyer Note |
|---|---|---|
| Mercury lamp | Good in many acrylate systems | TPO may be blended with 1173 or 184 depending on film and surface cure |
| 365 nm LED | Often suitable | Test cure speed and yellowing under real lamp power |
| 385 nm LED | Strong fit in many systems | Common screening range for coatings, inks, and resins |
| 395 nm LED | Useful but needs testing | Cure depends strongly on lamp intensity and formula absorption |
| 405 nm LED | Possible in resin systems | Test with absorber package and target cure depth |
| Low-power LED | Risk of under-cure | Increase exposure, adjust blend, or test stronger initiator package |
I do not recommend choosing TPO dosage from a supplier datasheet alone. The same formula can behave differently under different lamp power, lamp distance, reflector design, and belt speed.
TPO Photoinitiator for UV Coatings
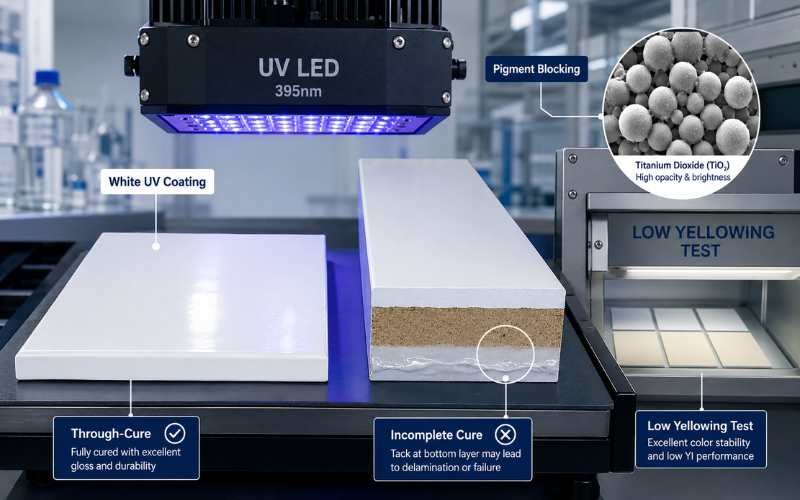
TPO photoinitiator is widely used in UV coatings where the buyer needs a balance of LED cure, through-cure, and lower yellowing.
It can be used in:
- Wood coatings
- Plastic coatings
- Metal coatings
- Industrial topcoats
- White UV coatings
- Pigmented UV coatings
- Clear coatings in photoinitiator blends
Use TPO in UV Coatings When
- The coating is pigmented or slightly thick.
- The line uses UV LED curing.
- The buyer needs lower yellowing than stronger deep-cure alternatives.
- Surface cure and bottom cure must be balanced.
Be Careful When
- The coating is very thick.
- The pigment loading is high.
- The substrate reflects or absorbs UV unevenly.
- The customer has strict yellowing or odor limits.
A common mistake is copying a clear varnish initiator package into a white coating. Titanium dioxide can scatter and block curing light. The clear sample may pass. The white version may fail.
For yellowing control, read UVIXE’s guide on photoinitiator yellowing issues.
TPO Photoinitiator for UV Inks
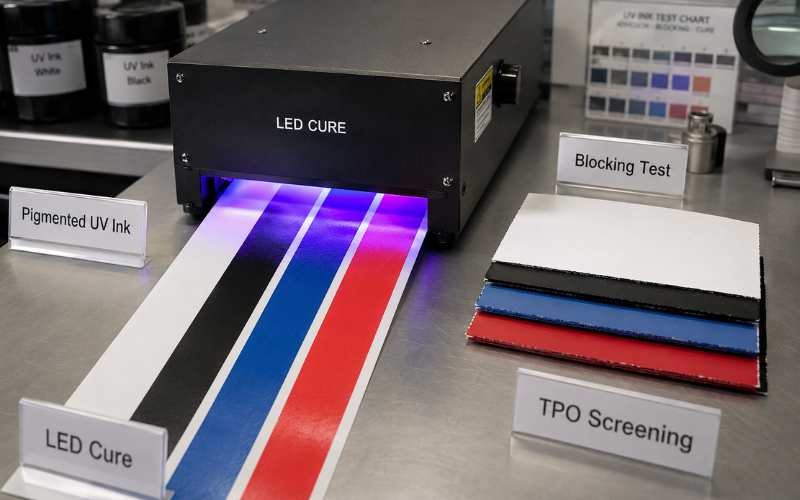
TPO is important in UV ink systems because pigments make curing harder.
The Fujifilm guide to TPO in UV inkjet inks explains TPO from an inkjet perspective, which is useful for ink manufacturers reviewing performance and compliance pressure.
UV ink buyers usually care about:
- Cure speed
- Pigment cure
- Blocking after stacking
- Odor
- Adhesion
- Migration risk
- Customer compliance documents
Use TPO in UV Inks When
- The ink is white, colored, or pigment-heavy.
- The printer uses UV LED curing.
- The film needs better through-cure.
- The ink must reduce warm yellow tone.
Be Careful When
- The ink has strict migration requirements.
- The customer serves sensitive packaging markets.
- The ink blocks after stacking despite surface dryness.
- The formula needs liquid dosing for automated production.
For ink factories, TPO-L may reduce handling risk because it is liquid. Compare TPO-L photoinitiator if powder weighing, dissolution, or filtration becomes a production issue.
TPO Photoinitiator for UV Adhesives
TPO can be used in UV adhesives where acrylate radical curing is needed.
It is useful in clear or lightly pigmented adhesives, especially when LED curing and cure depth matter. But adhesive systems need careful testing because bond-line thickness changes cure behavior.
Use TPO in UV Adhesives When
- The adhesive layer needs stronger depth cure.
- The substrate cannot tolerate heat.
- UV LED curing is used.
- Low yellowing is important for clear bonds.
Be Careful When
- The bond line is thick.
- The adhesive has shadow areas.
- The substrate blocks UV light.
- The formula needs very fast surface cure.
In adhesive trials, I always ask for the actual bond-line thickness. A thin lab drawdown and a real production bead are not the same test.
TPO Photoinitiator for 3D Printing Resins
TPO can be used in SLA and DLP 3D printing resins, especially when the resin cures under violet or near-UV light.
A review of photoinitiators in resin-based dental composites shows how photoinitiator choice affects light curing behavior in resin systems, although dental applications have their own regulatory requirements.
For industrial 3D printing resin buyers, TPO affects:
- Cure depth
- Layer accuracy
- Green strength
- Post-cure behavior
- Color stability
- Odor
- Shelf stability
Use TPO in 3D Printing Resins When
- The printer wavelength matches the initiator package.
- The resin is light-colored or translucent.
- The buyer needs balanced cure depth and color.
- The formulation uses acrylate or methacrylate chemistry.
Be Careful When
- The resin is dark or heavily filled.
- The absorber package is strong.
- The printer uses 405 nm and low energy.
- The part becomes brittle after post-cure.
In 3D resin work, changing only TPO dosage may not solve the problem. Sometimes the absorber, pigment, oligomer, and post-cure profile need adjustment together.
TPO vs TPO-L vs 819 vs 1173 vs 184
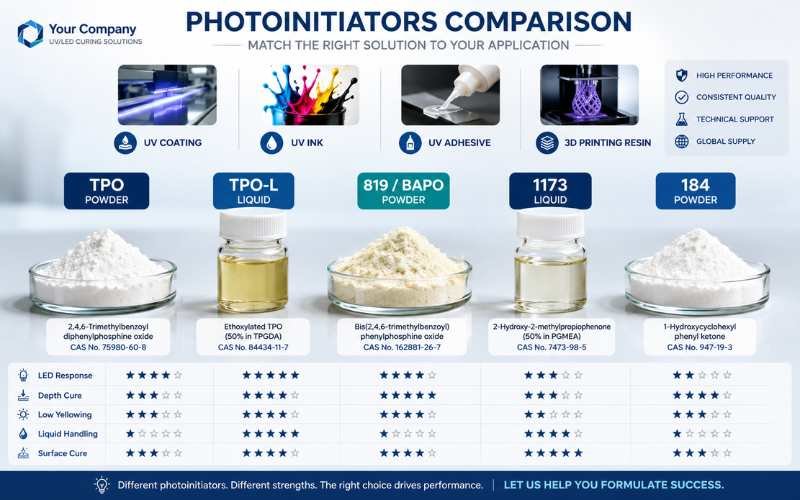
This is the decision table I wish more buyers used before sending an inquiry.
| Photoinitiator | Best Fit | Main Strength | Common Weakness | Choose It When |
|---|---|---|---|---|
| TPO | LED coatings, inks, adhesives, resins | Through-cure and low yellowing balance | Powder handling | You need LED response and pigmented cure |
| TPO-L | UV inks, coatings, automated dosing | Liquid handling and compatibility | Higher cost per kg in some markets | You want easier mixing and dosing |
| 819 / BAPO | Thick films, dark pigments, deep resin cure | Strong depth cure | Yellowing risk may be higher | Cure depth is more important than color |
| 1173 | Clear coatings under mercury lamps | Fast cure in suitable systems | Weak LED response alone | You run clear Hg-lamp coatings |
| 184 | Clear and white coatings | Low yellowing and surface cure | Limited depth cure alone | You need clean surface cure and low yellowing |
For direct comparisons, read UVIXE’s TPO vs TPO-L photoinitiator guide and TPO vs photoinitiator 1173 guide.
My practical advice: do not buy one photoinitiator before you test the competing option. For many UV systems, the final answer is not TPO alone. It is TPO plus the right support initiator.
UV Curing Failure Diagnosis Table
Most buyers contact suppliers after a curing failure. The faster way is to diagnose the failure type first.
| Failure Symptom | Likely Problem | TPO Decision |
|---|---|---|
| Surface is tacky | Oxygen inhibition or weak surface cure | Blend TPO with 184 or another surface initiator |
| Bottom stays soft | Poor through-cure | Test TPO and 819 under real thickness |
| White coating turns yellow | Initiator, amine, resin, or overexposure issue | Test low-yellowing TPO/TPO-L package |
| Ink blocks after stacking | Incomplete cure or residual monomer | Check TPO dosage, lamp energy, and pigment absorption |
| Adhesive bond fails | Shadow area or weak depth cure | Adjust initiator blend and exposure time |
| Resin print is brittle | Over-cure or poor formulation balance | Adjust TPO, absorber, oligomer, and post-cure |
| Cure speed changes by batch | Raw material consistency issue | Compare COA, assay, and supplier batch control |
| Filter blocks during mixing | Solubility or particle issue | Check TPO grade, mixing temperature, and process |
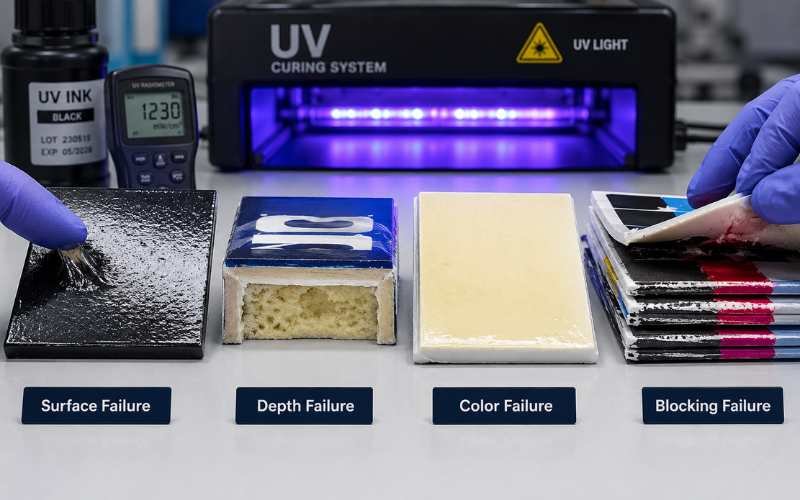
I usually split UV curing problems into four groups: surface failure, depth failure, color failure, and compliance failure. This makes the conversation faster and the trial plan cleaner.
Recommended TPO Test Matrix
A supplier can suggest a starting point, but your lab must confirm the final dosage.
| Test Item | Suggested Screening | What to Measure |
|---|---|---|
| TPO dosage | 0.5%, 1%, 2%, 3%, 5% | Cure speed, tack, hardness, odor |
| Lamp wavelength | Real production lamp | LED match and cure depth |
| Film thickness | Real production thickness | Surface and bottom cure |
| Pigment load | Clear, white, black, target color | Light blocking and yellowing |
| Line speed | Low, normal, high | Production window |
| Aging | Customer-required condition | Yellowing, brittleness, odor |
| Batch check | 2–3 batches when possible | Cure drift and consistency |
Adding more TPO is not always the answer.
Too much photoinitiator can increase yellowing, odor, cost, or light screening. It may improve surface feel but still leave weak depth cure. The goal is not maximum TPO. The goal is the correct initiator balance.
TCO: Why Cheap TPO Can Become Expensive
Procurement sees price per kg. Production sees the cost of failure.
| What Procurement Sees | What Production May Pay |
|---|---|
| Lower TPO price | Longer trial time if batch quality drifts |
| No document charge | Delayed customer approval if SDS/COA is weak |
| Fast quotation | Slow problem-solving after cure failure |
| Unknown supplier | Unstable lead time and emergency freight |
| Low MOQ | No long-term batch control |
| No technical screening | Wrong photoinitiator selected for the lamp |
| No SVHC support | EU customer rejects documentation package |
A small price gap can disappear after one failed production batch.
For B2B buyers, the better question is not “Who has the lowest TPO price?” The better question is:
Which supplier reduces my second-round trial risk, document risk, and delivery risk?
Regulatory and Safety Notes for Industrial Buyers
TPO has become a high-attention material because of cosmetic regulation in the EU.
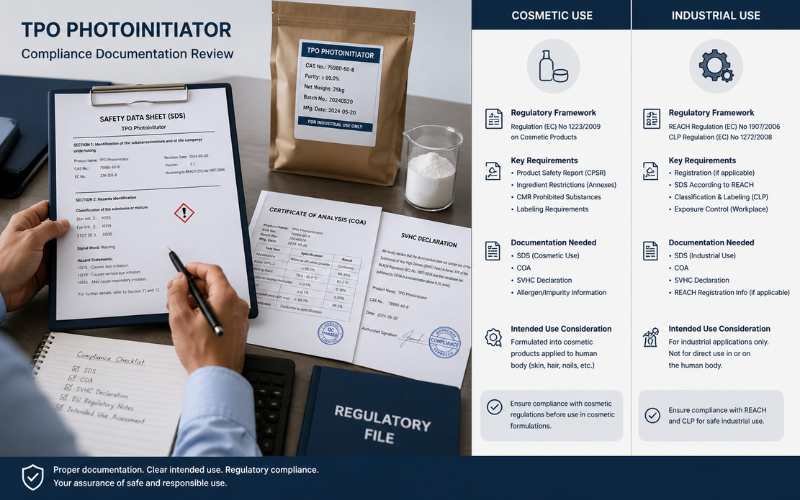
The European Commission states in its TPO nail products Q&A that Trimethylbenzoyl Diphenylphosphine Oxide is prohibited in cosmetic products from 1 September 2025.
Industrial buyers must read this carefully.
The cosmetic restriction does not automatically mean every industrial UV coating, ink, adhesive, or resin application is treated the same way. But it does mean buyers should expect more questions from European customers, distributors, and compliance teams.
ECHA lists diphenyl(2,4,6-trimethylbenzoyl)phosphine oxide on the Candidate List of substances of very high concern, with CAS 75980-60-8 and EC 278-355-8. A UK HSE Annex 15 document on diphenyl(2,4,6-trimethylbenzoyl)phosphine oxide discusses use areas including inks, coatings, adhesives, sealants, polymers, and photochemicals.
| Buyer Type | Main Compliance Concern | What to Request |
|---|---|---|
| EU distributor | SVHC and customer declaration | SDS, COA, SVHC statement |
| UV ink factory | Migration, odor, end-use limits | SDS, TDS, formulation review |
| UV coating factory | Worker handling and cured article risk | SDS, workplace control data |
| UV adhesive producer | Exposure route and customer standard | SDS, COA, application statement |
| 3D resin company | User exposure and post-cure residue | Formula-level compliance review |
| Trader | Customs and customer documents | COA, SDS, label, packing list |
Do not ask only, “Is TPO compliant?”
Ask: “Is TPO acceptable for my application, concentration, market, customer standard, and finished product category?”

How to Source TPO Photoinitiator From a Supplier
A reliable TPO supplier should help you reduce both technical risk and export risk.
Before you approve a supplier, ask:
| Supplier Checkpoint | What to Ask | Why It Matters |
|---|---|---|
| Identity | Can you confirm CAS 75980-60-8? | Prevents wrong material supply |
| Quality | Can you provide batch COA? | Confirms assay and consistency |
| Safety | Can you provide updated SDS? | Needed for handling and approval |
| Technical data | Can you provide TDS? | Helps R&D screening |
| Compliance | Can you support REACH/SVHC requests? | Important for EU buyers |
| Packaging | What is the standard package? | Affects storage and dosing |
| MOQ | Can you support sample and bulk order? | Helps trial and scale-up |
| Lead time | What is normal production and shipping time? | Prevents supply gaps |
| Alternatives | Can you supply TPO-L, 819, 1173, 184? | Supports formulation comparison |
At UVIXE, I prefer when buyers send curing details before asking for the final quotation. A buyer who shares lamp wavelength, pigment color, film thickness, and market destination gets a better recommendation than a buyer who only asks for “best TPO price.”
UVIXE supplies TPO photoinitiator, TPO-L photoinitiator, 819 / BAPO photoinitiator, 1173 photoinitiator, and 184 photoinitiator for UV formulation screening.
Buyer Checklist Before Approving TPO

Use this checklist before sample approval or bulk purchase.
| Question | Why It Matters |
|---|---|
| What lamp do we use? | TPO must match the curing source |
| Is it mercury, 365, 385, 395, or 405 nm LED? | Wavelength changes cure behavior |
| Is the system clear or pigmented? | Pigment changes light penetration |
| What is the film thickness or cure depth? | Thick films need stronger depth-cure planning |
| Is yellowing acceptable? | TPO, 819, 184, and amines differ in color impact |
| Do we need powder or liquid handling? | TPO-L may fit automated dosing better |
| What country will the product enter? | Compliance requirements differ |
| Do we need REACH/SVHC documents? | EU buyers may request them |
| What is the cost of one failed batch? | This defines the real raw material risk |
| Can the supplier provide alternatives? | Blends often work better than one initiator |
The last question is important. If a supplier only sells one product, every problem looks like that product’s job. A stronger supplier helps you compare options.
Common Buying Mistakes
Mistake 1: Testing Only in a Clear System
A clear system is easier to cure. A pigmented system is not.
If your final product is white ink, black coating, or filled resin, test the real color and filler level before approval.
Mistake 2: Treating All UV LED Lamps as the Same
A 365 nm LED and a 405 nm LED are not the same curing condition. Always test under the production lamp, not only a lab lamp.
Mistake 3: Using TPO Alone for Every Failure
TPO may need support. Surface tack may require a surface-cure initiator. Deep under-cure may require 819. Liquid dosing may require TPO-L.
Mistake 4: Ignoring Compliance Until the Customer Asks
This is costly. Prepare SDS, COA, and SVHC-related documents before customer approval, especially for EU buyers.
Mistake 5: Choosing the Lowest Quotation Without Batch Control
A low price does not help if cure speed changes between batches. Ask for batch traceability and stable supply planning.
My Practical Recommendation
For UV LED coatings, pigmented UV inks, UV adhesives, and 3D printing resins, TPO is often one of the first photoinitiators I test. It gives a useful balance of LED response, through-cure, and yellowing control.
But I do not treat TPO as the automatic answer.
- If the system is thick or dark, I test 819.
- If the line needs liquid dosing, I test TPO-L.
- If the coating is clear and mercury-cured, I test 1173 or 184.
- If the surface is tacky, I check oxygen inhibition and surface cure.
- If the buyer is in Europe, I prepare compliance documents early.
The right decision is not “TPO or not TPO.” The right decision is which initiator package gives stable cure, acceptable color, clean documents, and repeatable production.
FAQ About TPO Photoinitiator
Is TPO a Type I photoinitiator?
Yes. TPO is a Type I free radical photoinitiator from the acylphosphine oxide family. It generates radicals after UV exposure and starts acrylate polymerization.
What is the CAS number of TPO photoinitiator?
The CAS number of TPO photoinitiator is 75980-60-8. Its full chemical name is diphenyl(2,4,6-trimethylbenzoyl)phosphine oxide.
What is TPO used for?
TPO is used in UV coatings, UV inks, UV adhesives, 3D printing resins, and other acrylate-based UV curing systems.
Is TPO good for UV LED curing?
Yes. TPO is often selected for UV LED curing because it has useful absorption toward longer UV wavelengths. Buyers should still test it under the real 365, 385, 395, or 405 nm lamp.
What is the difference between TPO and TPO-L?
TPO is normally supplied as a solid powder. TPO-L is a liquid photoinitiator. TPO-L may be easier to dose, mix, and handle in UV ink, coating, and resin production.
Is TPO better than 819 / BAPO?
Not always. TPO often gives a better low-yellowing balance, while 819 / BAPO is stronger for deep cure in thick, dark, or highly pigmented systems.
Is TPO better than 1173?
TPO is usually stronger for UV LED and pigmented systems. 1173 can still work well in clear mercury-lamp systems and blends.
Is TPO banned?
TPO is prohibited in EU cosmetic products from 1 September 2025. Industrial UV coatings, inks, adhesives, and resins need separate review based on end use, region, concentration, and customer requirements.
What documents should I request when buying TPO?
Request COA, SDS, TDS, CAS confirmation, batch number, assay data, packaging details, REACH/SVHC statement when required, and export documents.
Can TPO be used alone?
Yes, TPO can be used alone in some systems. Many industrial formulas still need a blend to balance surface cure, depth cure, yellowing, odor, and cost.
A Safer Way to Buy TPO
TPO photoinitiator affects cure speed, line stability, color, odor, documentation, and customer approval. Buying it only by price is risky.
Before you place a bulk order, send UVIXE your curing details:
- UV lamp type and wavelength
- Application: coating, ink, adhesive, or 3D printing resin
- Clear or pigmented system
- Film thickness or cure depth
- Current initiator package
- Target dosage
- Destination market
- Trial quantity and annual demand
I will help you compare TPO, TPO-L, 819, 1173, and 184 before you scale up. That is usually faster than solving curing failure after production starts.
